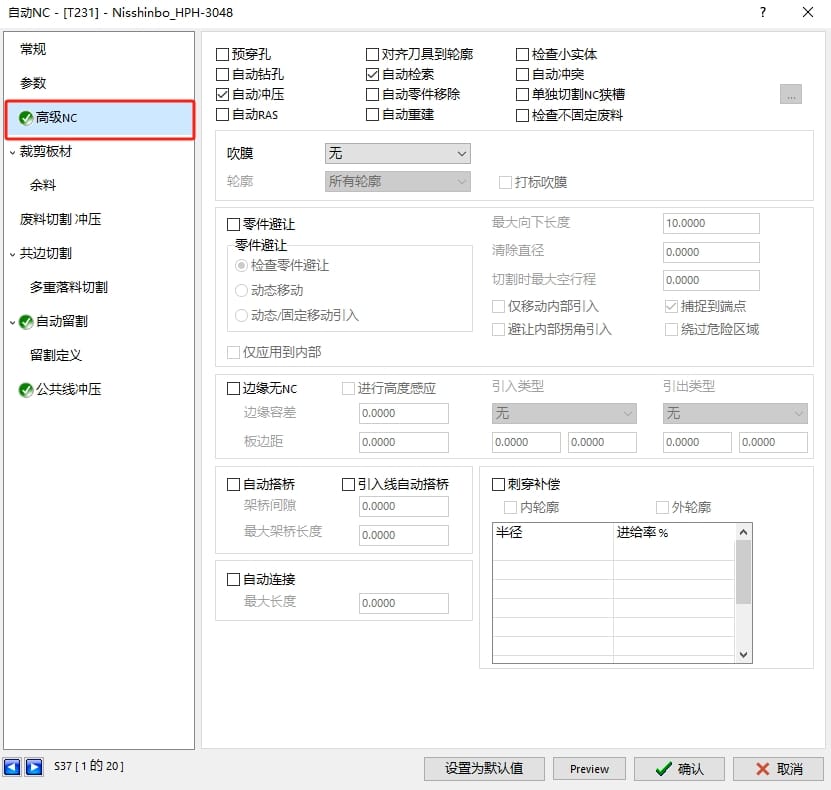
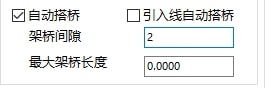
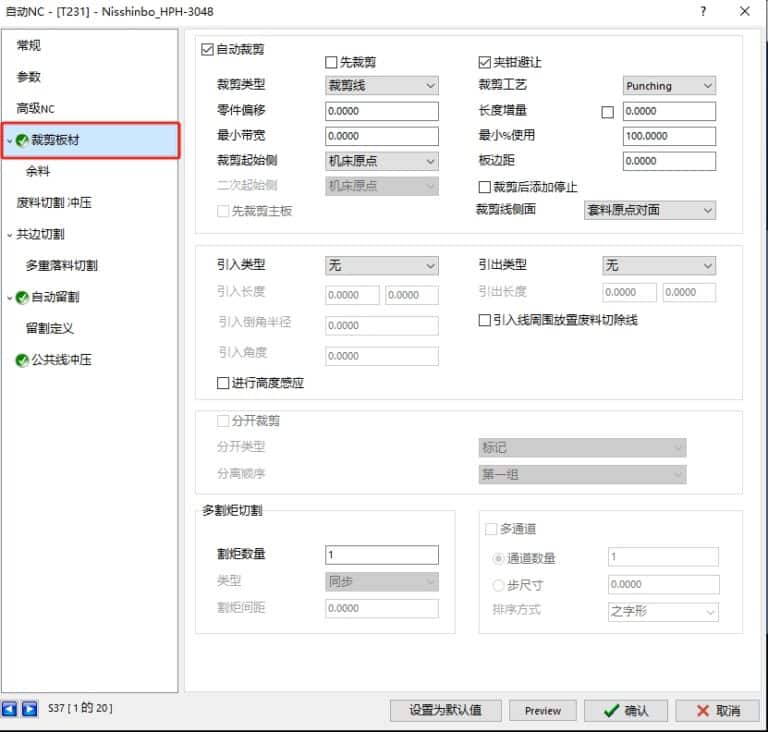
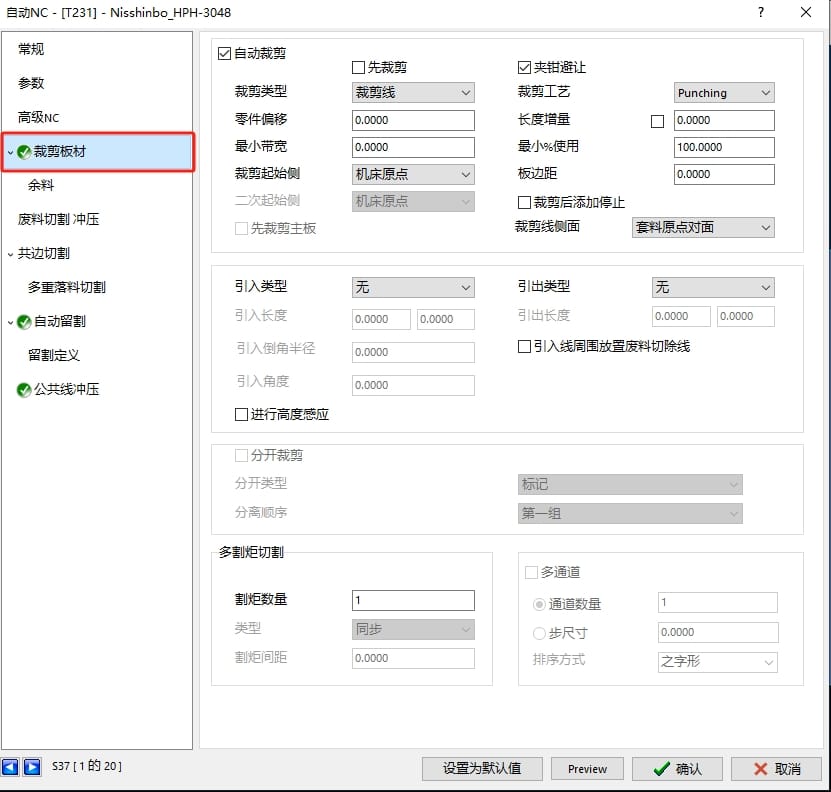
创建任务和套料零件后,转到套料 NC 菜单栏,然后单击 自动 NC。

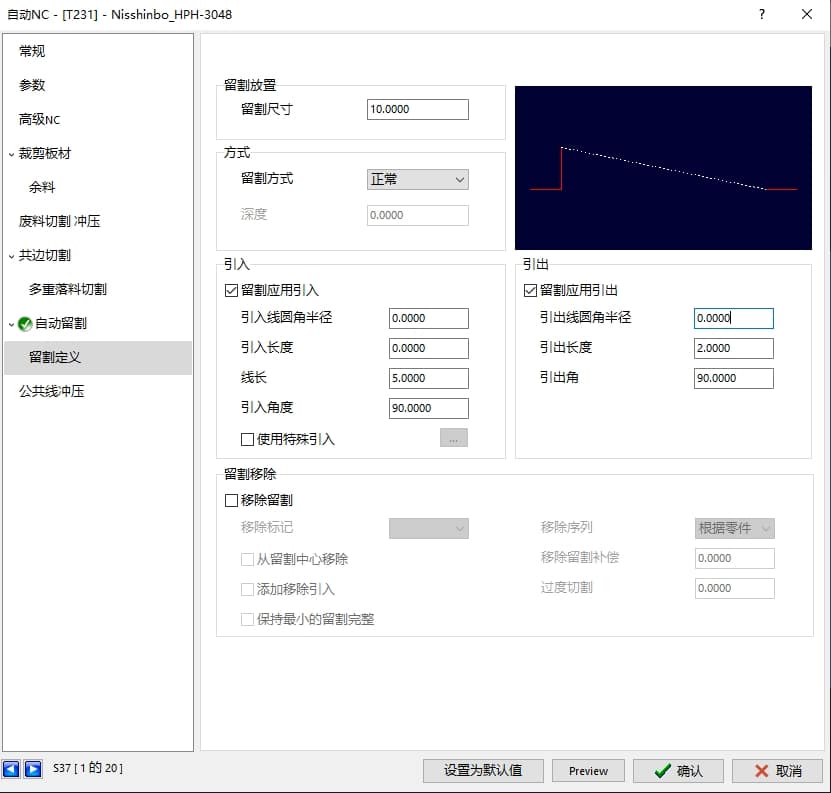
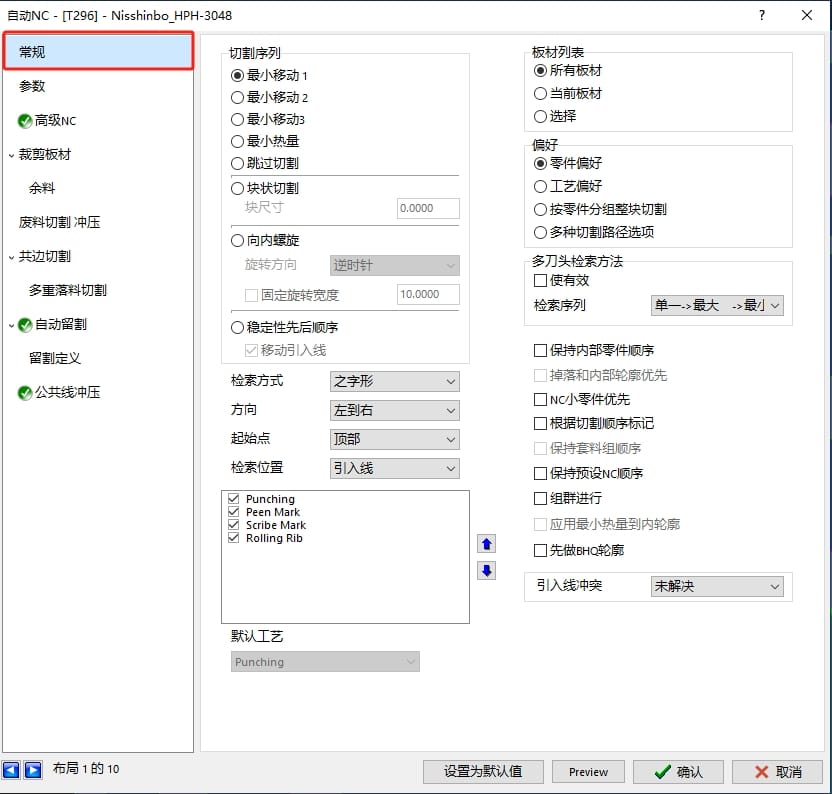
在自动NC窗口中设置参数。
更改完参数后,如果要保存设置,请单击设置为默认值。
单击确认以将加工路径应用于套料布局。
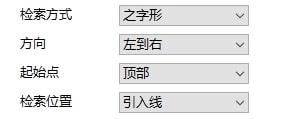
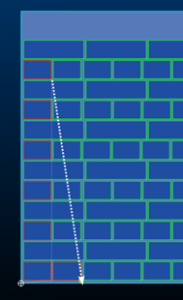
- 之字形
加工路径从左到右垂直上下移动
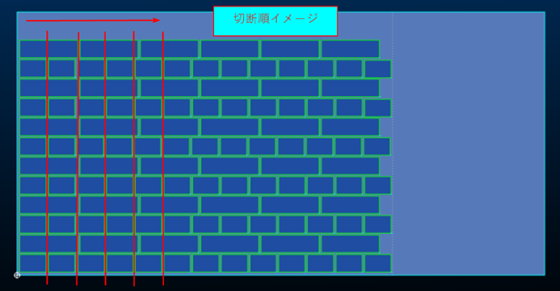
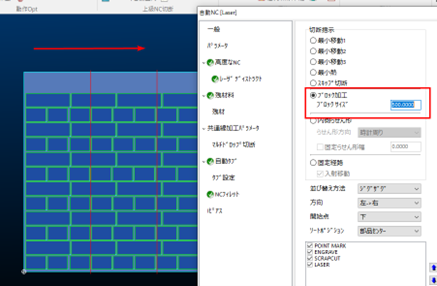
- 打字机形
加工路径从左到右、回到左和回到右侧水平移动。
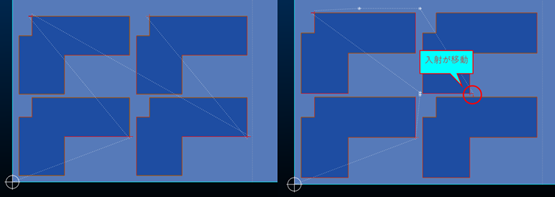
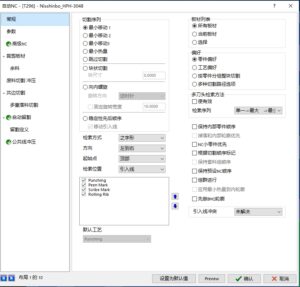
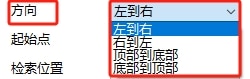
选择加工路径的移动方向。
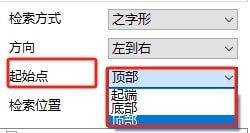
选择加工路径的起始位置。 原点从机床的原点位置开始加工路径。
顶部从材料顶部开始加工路径,底部从材料底部开始加工路径。
选择将加工路径应用于任务中的所有板材、仅当前板材或选择。
- 选择
使用鼠标为应用加工路径的材料上的零件分配加工路径。 - 当前板材
为所选材料指定加工路径。 - 所有材料
为任务中的所有套料材料分配加工路径。
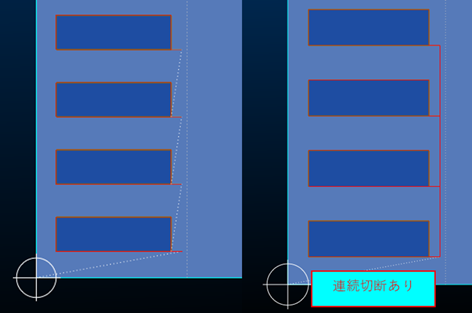
如果您使用多个工艺 (例如切割或打标),请为加工路径选择切割优先级。
- 零件偏好
在加工完每个零件的工艺(比如打标和切割)后,再继续下一个零件。
- 工艺偏好
完成一个工艺(比如打标)之后再去进行下一个工艺(比如切割)。
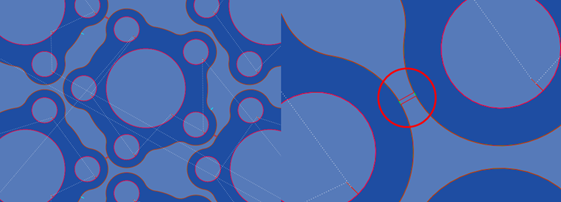
- 按零件分组整块切割
它用于块加工。
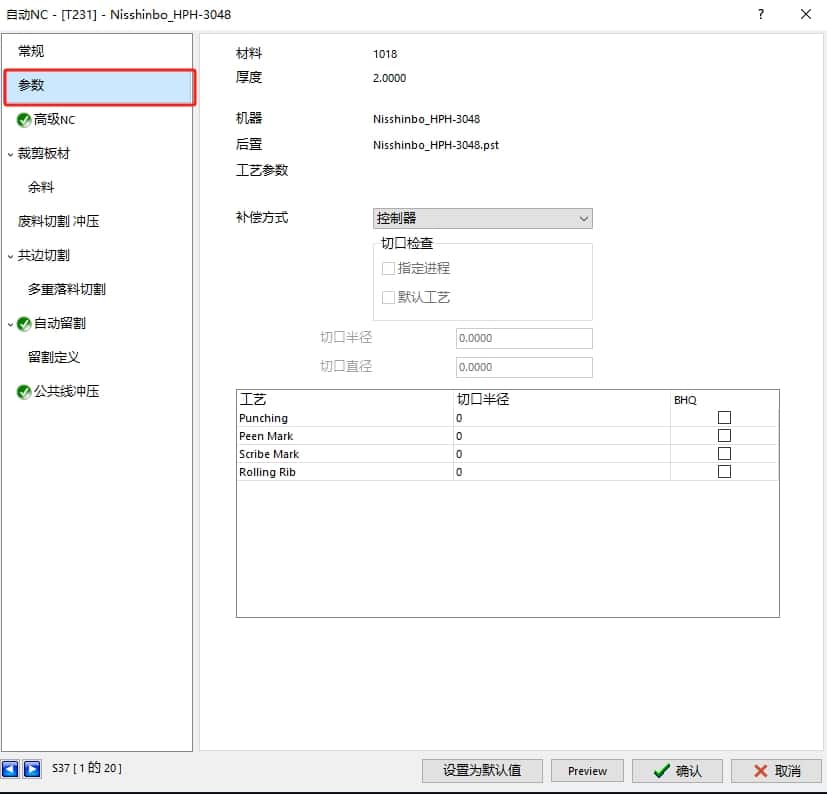
将显示材质、厚度和机械等信息,例如割缝设置。
如果要在执行补偿校正时使用 TEC 表中设置的补偿值,请选择【计算】。
在下图中,如果勾选默认进程,则会自动设置 TEC 表的修正值。